概要:完善几何结构、焊接生产工艺,提高钻头整体质量。
高炉开铁口钻头,从结构材料选择,通过钎焊工艺的研究,已形成一整套的生产工艺,在钢铁厂的试验表明产品性能满足高炉生产要求。通过产品跟踪分析及时发现存在的不足,从设计上、工艺中不断改进,细化完善高炉钻的生产工艺,使得高炉钻头达到最优配置,不仅提高了质量也降低了成本。
合金采用以高硬度,耐磨损、耐磨蚀、耐高温和线膨胀系数小为指标。钎焊钎料具有良好的润湿性,能充分填满钎缝间隙,具有高熔点,在1 000 ℃左右不熔化。保证在钎料和钎焊金属间形成牢固的结合。钎料具有稳定和均匀的成分,不因液化而离析,不含强烈挥发性和挥发有毒元素,达到环境监测标准。
型号:
1)按钻头与钻杆连接方式有:锥度连接,螺纹连接(R32,R38,T38,LR30,LR35等)。
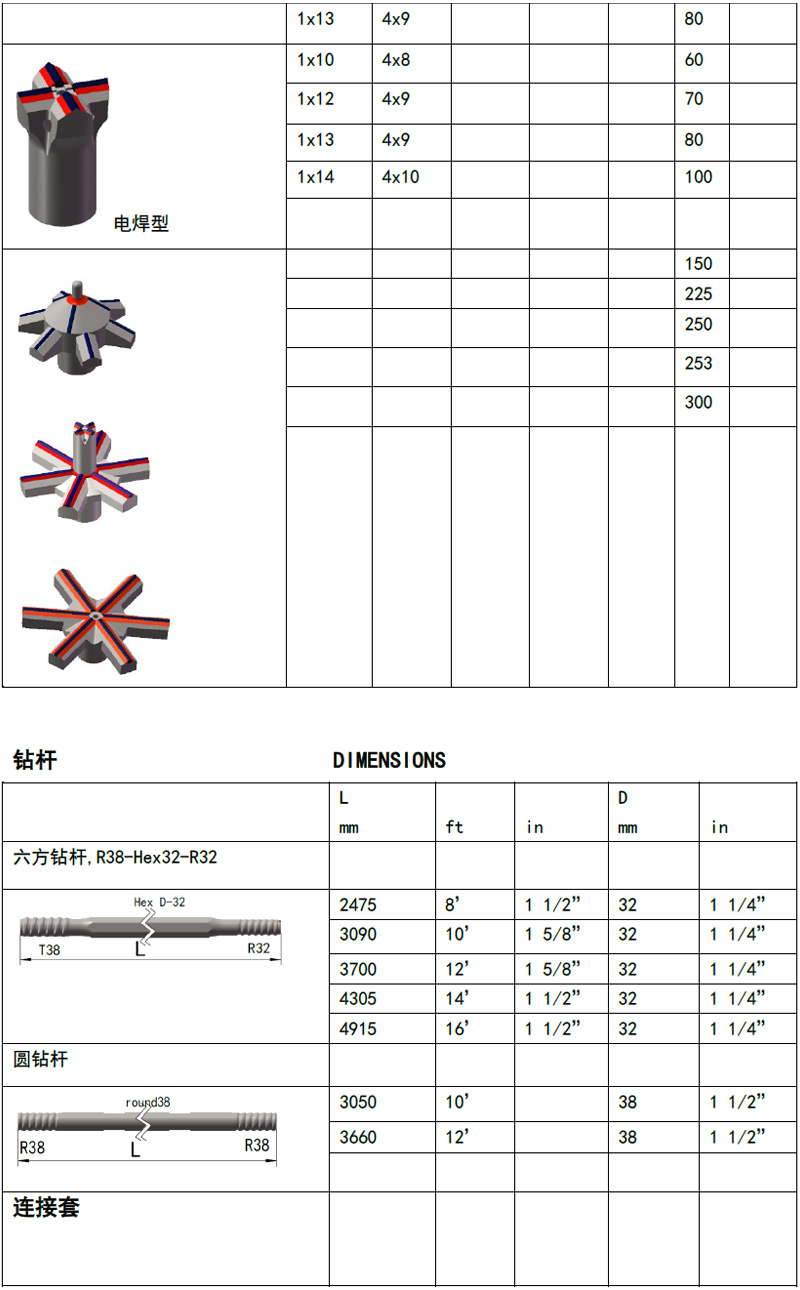
2)按钻头外部形状有:一字型:Y140,Y142,Y145,Y155等。
三翼型:Y45-R32,Y50-R38,Y55-R38,Y60-R38,Y65-T38,Y75-T38等
十字型:S445-R32,S455-R32,S465-R38,S480-T38,S4100-T38,S4120-T38等
球齿型:Q542-R32,Q650-R32,Q760-R32,Q1180-R32,Q655-R38,Q765-T38,等
3)钻杆外形有六方型和圆形钻杆:
R32-D32-2475,R32-D32-3700,R38-D38-4305,R38-D38-6300,T38-D38-4305,R38/R32-D38-3700, R38-H32-R32-2475, R38-H32-R32-3700,T38-H32-R32-2475等
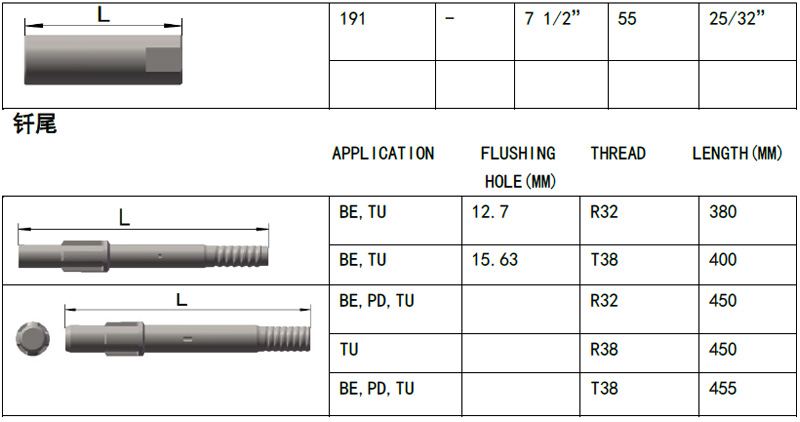
4)柄适配器(钎尾)BE,PD,TU.R32-380,R32-450,R38-450,T38-400,T38-455,等

合金采用以高硬度,耐磨损、耐磨蚀、耐高温和线膨胀系数小为指标。钎焊钎料具有良好的润湿性,能充分填满钎缝间隙,具有高熔点,在1 000 ℃左右不熔化。保证在钎料和钎焊金属间形成牢固的结合。钎料具有稳定和均匀的成分,不因液化而离析,不含强烈挥发性和挥发有毒元素,达到环境监测标准。